Ölçüm hatasıölçüm sonucunun, ölçülen değerin gerçek değerinden sapmasıdır. Hata ne kadar küçük olursa doğruluk da o kadar yüksek olur. Hata türleri Şekil 2'de gösterilmektedir. 11.
Sistematik hata– sabit kalan veya aynı miktarın tekrarlanan ölçümleriyle doğal olarak değişen ölçüm hatası bileşeni. Sistematik hatalar, örneğin ölçümlerin yapıldığı ölçümün gerçek değeri ile nominal değeri arasındaki tutarsızlıktan kaynaklanan hataları içerir (yanlış ölçek kalibrasyonu nedeniyle cihaz okumalarındaki hatalar).
Sistematik hatalar deneysel olarak incelenebilir ve uygun düzeltmeler yapılarak ölçüm sonuçlarından çıkarılabilir.
Değişiklik- Sistematik hatayı ortadan kaldırmak amacıyla ölçümler sırasında elde edilen değere eklenen, ölçülenle aynı adı taşıyan büyüklüğün değeri.
Rastgele hata Aynı miktarın tekrarlanan ölçümleriyle rastgele değişen ölçüm hatasının bir bileşenidir. Örneğin, ölçüm cihazının okumalarındaki değişikliklerden kaynaklanan hatalar, cihazın okumalarının yuvarlanması veya sayılmasındaki hatalar, ölçüm işlemi sırasındaki sıcaklık dalgalanmaları vb. Önceden belirlenemezler ancak etkileri, bir değerin tekrar tekrar ölçülmesiyle ve olasılık teorisi ve matematiksel istatistiklere dayalı deneysel verilerin işlenmesiyle azaltılabilir.
Brüt hatalara(kaçırılanlar), belirli ölçüm koşulları altında beklenen hataları önemli ölçüde aşan rastgele hataları ifade eder. Örneğin, cihaz ölçeğinde yanlış okuma, ölçüm işlemi sırasında ölçülen parçanın yanlış montajı vb. Brüt hatalar dikkate alınmaz ve ölçüm sonuçlarına dahil edilmez, çünkü yanlış hesaplamanın sonucudur.
Şekil 11. Hata sınıflandırması
Mutlak hata- Ölçülen değerin birimleriyle ifade edilen ölçüm hatası. Mutlak hata formülle belirlenir.
= ölçü. – , (1.5)
Nerede değiştirmek- ölçülen değer; - ölçülen büyüklüğün gerçek (gerçek) değeri.
Bağıl ölçüm hatası– mutlak hatanın fiziksel bir büyüklüğün (PV) gerçek değerine oranı:
= veya 100% (1.6)
Uygulamada, PV'nin gerçek değeri yerine, PV'nin gerçek değeri kullanılır; bununla, gerçek değerden bu özel amaç için bu farkın ihmal edilebilecek kadar az farklı olduğu bir değeri kastediyoruz.
Azaltılmış hata– mutlak hatanın ölçülen fiziksel miktarın normalleştirme değerine oranı olarak tanımlanır, yani:
![]() , (1.7)
, (1.7)
Nerede X N –Ölçülen miktarın normalleştirme değeri.
Standart değer X N enstrüman ölçeğinin türüne ve niteliğine bağlı olarak seçilir. Bu değer şuna eşit alınır:
Ölçeğin çalışma kısmının son değeri. X N = X K sıfır işareti ölçeğin kenarında veya çalışma kısmının dışındaysa (düzgün ölçek Şekil 12, A - X N = 50; pirinç. 12, B - X N = 55; güç ölçeği - X N =Şekil 12'de 4, e);
Sıfır işareti ölçeğin içindeyse ölçeğin son değerlerinin toplamı (işareti dikkate almadan) (Şekil 12, V - X N= 20 + 20 = 40; Şekil 12, G - X N = 20 + 40 = 60);
Önemli ölçüde dengesizse ölçeğin uzunluğu (Şek. 12, D). Bu durumda uzunluk milimetre cinsinden ifade edildiğinden mutlak hata da milimetre cinsinden ifade edilir.

Pirinç. 12. Terazi türleri
Ölçüm hatası, çeşitli nedenlerden kaynaklanan temel hataların üst üste binmesinin sonucudur. Toplam ölçüm hatasının ayrı ayrı bileşenlerini ele alalım.
Metodolojik hataölçüm yönteminin kusurundan kaynaklanır; örneğin, ürün için yanlış seçilmiş bir temel (kurulum) şeması, yanlış seçilmiş bir ölçüm dizisi vb. Metodolojik hata örnekleri şunlardır:
- Okuma hatası– cihazın yeterince doğru okunmaması nedeniyle oluşur ve gözlemcinin bireysel yeteneklerine bağlıdır.
- Sayarken enterpolasyon hatası- işaretçinin konumuna karşılık gelen ölçek bölümünün fraksiyonunun yeterince doğru olmayan bir göz değerlendirmesinden kaynaklanır.
- Paralaks hatasıölçek yüzeyinden belirli bir mesafede bulunan bir okun, ölçek yüzeyine dik olmayan bir yönde görülmesi (gözlemlenmesi) sonucu ortaya çıkar (Şekil 13).
- Ölçme kuvveti nedeniyle hataölçüm cihazının yüzeyleri ile ürün arasındaki temas noktasındaki yüzeylerin temas deformasyonları nedeniyle ortaya çıkan; ince duvarlı parçalar; Braketler, standlar veya tripodlar gibi kurulum ekipmanlarının elastik deformasyonları.
 |
Şekil 13. Paralaks nedeniyle hataların ortaya çıkış şeması.
Paralaks hatası N mesafeyle doğru orantılı Hölçek 2'den işaretçi 1 ve gözlemcinin görüş hattının ölçek yüzeyine olan açısının φ tanjantı n = saat× tg φ(Şekil 13).
Alet hatası– kullanılan ölçüm cihazlarının hatasıyla belirlenir, yani. üretimlerinin kalitesi. Araçsal hatanın bir örneği çarpıklık hatasıdır.
Eğim hatası tasarımı Abbe ilkesine uymayan cihazlarda meydana gelir; bu, ölçüm çizgisinin ölçek çizgisinin devamı olması gerektiği gerçeğinden oluşur, örneğin kaliper çerçevesinin eğriliği çene 1 ve 2 arasındaki mesafeyi değiştirir (Şek. 14).
Eğrilik nedeniyle ölçülen boyutun belirlenmesinde hata Lane = ben× çünkü. Abbe ilkesini yerine getirirken ben× çünkü= 0 buna göre Lane . = 0.
Öznel hatalar operatörün bireysel özellikleriyle ilgilidir. Kural olarak, bu hata okumalardaki hatalar ve operatörün deneyimsizliği nedeniyle oluşur.
Yukarıda tartışılan araçsal, metodolojik ve öznel hata türleri, toplam ölçüm hatasını oluşturan sistematik ve rastgele hataların ortaya çıkmasına neden olur. Ayrıca büyük ölçüm hatalarına da yol açabilirler. Toplam ölçüm hatası, ölçüm koşullarının etkisinden kaynaklanan hataları içerebilir. Bunlar şunları içerir: temel Ve ek olarak hatalar.

Şekil 14. Kaliper çenelerinin eğriliğinden kaynaklanan ölçüm hatası.
Temel hata normal çalışma koşulları altında ölçüm cihazının hatasıdır. Kural olarak normal çalışma koşulları şunlardır: sıcaklık 293 ± 5 K veya 20 ± 5 ° C, bağıl nem 20 ° C'de %65 ± 15, güç kaynağı voltajı 220 V ± %10, 50 Hz ± %1 frekansta, atmosferik basınç 97,4 ila 104 kPa arasında, elektrik ve manyetik alanların yokluğu.
Etkileyen miktarların daha geniş bir aralığı nedeniyle genellikle normal olanlardan farklı olan çalışma koşullarında, ek hataölçüm aletleri.
Nesnenin çalışma modundaki dengesizlik, elektromanyetik girişim, güç kaynağı parametrelerindeki dalgalanmalar, nem, şok ve titreşim, sıcaklık vb. varlığı nedeniyle ek hata ortaya çıkar.
Örneğin +20°C'lik normal değerden bir sıcaklık sapması, ölçüm cihazlarının ve ürünlerin parçalarının uzunluğunda bir değişikliğe yol açar. Normal koşulların gerekliliklerini karşılamak mümkün değilse, doğrusal ölçümlerin sonucuna bir sıcaklık düzeltmesi D eklenmelidir. X t, aşağıdaki formülle belirlenir:
D X t = X ÖLÇÜ .. [α 1 (t 1 -20)- α 2 (t 2 -20)](1.8)
Nerede X ÖLÇÜ. - ölçülen boyut; a 1 Ve a 2- ölçüm cihazı ve ürünün malzemelerinin doğrusal genleşme katsayıları; t 1 Ve t 2- ölçüm cihazlarının ve ürünlerin sıcaklıkları.
Ek hata, nominal değer saptığında hatanın "ne kadar" veya "ne kadar" değiştiğini gösteren bir katsayı şeklinde normalleştirilir. Örneğin, bir voltmetrenin 10°C başına ±%1 sıcaklık hatasına sahip olduğunu belirtmek, ortamdaki her 10°C değişime ilave %1 hata eklendiği anlamına gelir.
Böylece, bireysel hataların ölçüm sonucu üzerindeki etkisi azaltılarak boyutsal ölçümün doğruluğunun arttırılması sağlanır. Örneğin, en doğru aletleri seçmeniz, yüksek dereceli uzunluk ölçüm aletlerini kullanarak bunları sıfıra (boyut) ayarlamanız, ölçümleri deneyimli uzmanlara emanet etmeniz vb. gerekir.
Statik hatalar sabittir, ölçüm işlemi sırasında değişmez, örneğin referans noktasının yanlış ayarlanması, SI'nın yanlış ayarlanması.
Dinamik hatalarölçüm sürecindeki değişkenlerdir; periyodik olarak monoton olarak azalabilir, artabilir veya değişebilirler.
Her ölçüm cihazı için hata yalnızca tek bir biçimde verilir.
Sabit dış koşullar altında SI hatası tüm ölçüm aralığı boyunca sabitse (bir sayı ile verilir), o zaman
D = ± bir. (1.9)
Hata belirtilen aralıkta değişiyorsa (doğrusal bir bağımlılıkla belirlenir), o zaman
D = ± (a + bx) (1.10)
Şu tarihte: D = ± bir hata denir katkı maddesi ve ne zaman D =± (a+bx) – çarpımsal.
Hata bir fonksiyon olarak ifade edilirse D = f(x), o zaman denir doğrusal olmayan.
Şartlar ölçüm hatası Ve ölçüm hatası birbirlerinin yerine kullanılır.) Bu sapmanın büyüklüğünü yalnızca örneğin istatistiksel yöntemler kullanarak tahmin etmek mümkündür. Bu durumda, bir dizi ölçümün sonuçlarının istatistiksel olarak işlenmesiyle elde edilen ortalama istatistiksel değer, gerçek değer olarak alınır. Elde edilen bu değer kesin olmayıp sadece en olası olanıdır. Bu nedenle ölçümlerde doğruluklarının ne olduğunu belirtmek gerekir. Bunu yapmak için, elde edilen sonuçla birlikte ölçüm hatası da gösterilir. Örneğin, kayıt T=2,8±0,1 C. miktarın gerçek değeri anlamına gelir T aralığında yer alır 2,7 sn. ile 2,9 sn. belirli bir olasılık (bkz. güven aralığı, güven olasılığı, standart hata).
2006 yılında, uluslararası düzeyde, ölçüm yapma koşullarını belirleyen ve devlet standartlarını karşılaştırmak için yeni kurallar belirleyen yeni bir belge kabul edildi. “Hata” kavramı geçerliliğini yitirmiş, yerine “ölçüm belirsizliği” kavramı getirilmiştir.
Hatanın belirlenmesi
Ölçülen büyüklüğün özelliklerine bağlı olarak ölçüm hatasını belirlemek için çeşitli yöntemler kullanılır.
- Kornfeld yöntemi, minimumdan maksimum ölçüm sonucuna kadar bir güven aralığının ve maksimum ve minimum ölçüm sonucu arasındaki farkın yarısı kadar hatanın seçilmesinden oluşur:
- Ortalama kare hatası:

- Aritmetik ortalamanın kök ortalama kare hatası:

Hata sınıflandırması
Sunum şekline göre
- Mutlak hata - Δ X mutlak ölçüm hatasının bir tahminidir. Bu hatanın büyüklüğü, hesaplama yöntemine bağlıdır ve bu da rastgele değişkenin dağılımı ile belirlenir. X MeAS . Bu durumda eşitlik:
Δ X = | X TRsene − X MeAS | ,
Nerede X TRsene gerçek değerdir ve X MeAS - ölçülen değerin 1'e yakın bir olasılıkla karşılanması gerekir. X MeAS normal yasaya göre dağıtılırsa, genellikle standart sapması mutlak hata olarak alınır. Mutlak hata, miktarın kendisi ile aynı birimlerde ölçülür.
- Göreceli hata- mutlak hatanın doğru olarak kabul edilen değere oranı:
Göreceli hata boyutsuz bir miktardır veya yüzde olarak ölçülür.
- Azaltılmış hata- Ölçme cihazının mutlak hatasının, ölçüm aralığının tamamında veya aralığın bir kısmında sabit olan bir büyüklüğün geleneksel olarak kabul edilen değerine oranı olarak ifade edilen bağıl hata. Formülle hesaplanır
Nerede X N- ölçüm cihazının ölçeğinin tipine bağlı olan ve kalibrasyonu ile belirlenen normalleştirme değeri:
Alet skalası tek taraflı ise; alt ölçüm sınırı sıfırdır, bu durumda X Nölçümün üst sınırına eşit olarak belirlenir;
- eğer alet skalası çift taraflı ise, normalleştirme değeri aletin ölçüm aralığının genişliğine eşittir.
Verilen hata boyutsuz bir miktardır (yüzde olarak ölçülebilir).
Yaşananlardan dolayı
- Enstrümantal/enstrümantal hatalar- Kullanılan ölçüm cihazlarının hatalarından kaynaklanan ve çalışma prensibindeki kusurlardan, terazi kalibrasyonunun yanlışlığından ve cihazın görünürlüğünden kaynaklanan hatalar.
- Metodolojik hatalar- yöntemin kusurundan kaynaklanan hatalar ve ayrıca metodolojinin altında yatan basitleştirmeler.
- Öznel / operatör / kişisel hatalar- operatörün dikkat derecesi, konsantrasyonu, hazırlıklılığı ve diğer niteliklerinden kaynaklanan hatalar.
Teknolojide, aletler yalnızca önceden belirlenmiş belirli bir doğrulukla ölçüm yapmak için kullanılır; bu, belirli bir cihaz için normal çalışma koşulları altında normalin izin verdiği ana hatadır.
Cihaz normalin dışındaki koşullar altında çalışıyorsa, cihazın genel hatasını artıran ek bir hata meydana gelir. Ek hatalar şunları içerir: ortam sıcaklığının normalden sapmasından kaynaklanan sıcaklık, cihazın konumunun normal çalışma konumundan sapmasından kaynaklanan kurulum vb. Normal ortam sıcaklığı 20°C, normal atmosfer basıncı ise 01,325 kPa'dır.
Ölçüm cihazlarının genelleştirilmiş bir özelliği, izin verilen maksimum ana ve ek hataların yanı sıra ölçüm cihazlarının doğruluğunu etkileyen diğer parametrelerle belirlenen doğruluk sınıfıdır; parametrelerin anlamı belirli ölçüm cihazı türleri için standartlarla belirlenir. Ölçüm cihazlarının doğruluk sınıfı, onların hassaslık özelliklerini karakterize eder, ancak doğruluk aynı zamanda ölçüm yöntemine ve bunların uygulanmasına ilişkin koşullara da bağlı olduğundan, bu cihazlar kullanılarak gerçekleştirilen ölçümlerin doğruluğunun doğrudan bir göstergesi değildir. İzin verilen temel hatanın sınırları, verilen temel (göreceli) hatalar biçiminde belirtilen ölçüm cihazlarına, aşağıdaki sayılardan seçilen doğruluk sınıfları atanır: (1; 1,5; 2,0; 2,5; 3,0; 4,0) 5,0; 6,0)*10n, burada n = 1; 0; -1; -2 vb.
Tezahürün doğası gereği
- Rastgele hata- ölçümden ölçüme değişen (büyüklük ve işaret bakımından) hata. Rastgele hatalar, aletlerin kusurlu olması (mekanik cihazlarda sürtünme, vb.), kentsel koşullarda titreme, ölçüm nesnesinin kusurlu olması (örneğin, tamamen yuvarlak olmayan ince bir telin çapını ölçerken) ile ilişkilendirilebilir. üretim sürecindeki kusurların bir sonucu olarak kesit ), ölçülen miktarın özelliklerine sahip (örneğin, bir Geiger sayacından dakikada geçen temel parçacıkların sayısını ölçerken).
- Sistematik hata- belirli bir yasaya göre zamanla değişen bir hata (özel durum, zaman içinde değişmeyen sabit bir hatadır). Sistematik hatalar, deneyci tarafından dikkate alınmayan cihaz hatalarıyla (yanlış ölçek, kalibrasyon vb.) ilişkili olabilir.
- Aşamalı (sürüklenme) hatası- zamanla yavaşça değişen, öngörülemeyen bir hata. Durağan olmayan rastgele bir süreçtir.
- Brüt hata (özledim)- deneycinin dikkatsizliğinden veya ekipmanın arızalanmasından kaynaklanan bir hata (örneğin, deneycinin alet ölçeğindeki bölüm sayısını yanlış okuması, elektrik devresinde bir kısa devre oluşması durumunda).
Fiziksel büyüklükler “hata doğruluğu” kavramıyla karakterize edilir. Ölçü alarak bilgiye ulaşabilirsiniz diye bir söz vardır. Bu sayede birçokları gibi evin yüksekliğini veya sokağın uzunluğunu öğrenebilirsiniz.
giriiş
“Bir niceliği ölçmek” kavramının anlamını anlayalım. Ölçme işlemi, birim olarak alınan homojen büyüklüklerle karşılaştırılmasıdır.
Hacmi belirlemek için litre, kütleyi hesaplamak için ise gram kullanılır. Hesaplamaları daha kolay hale getirmek için, birimlerin uluslararası sınıflandırılmasına ilişkin SI sistemi tanıtıldı.
Çubuğun uzunluğunu metre, kütle - kilogram, hacim - litre, zaman - saniye, hız - metre / saniye olarak ölçmek için.
Fiziksel büyüklükleri hesaplarken her zaman geleneksel yöntemi kullanmak gerekli değildir; hesaplamayı formül kullanarak yapmak yeterlidir. Örneğin ortalama hız gibi göstergeleri hesaplamak için kat edilen mesafeyi yolda geçirilen süreye bölmeniz gerekir. Ortalama hız bu şekilde hesaplanır.
Kabul edilen ölçü birimlerinin on, yüz, bin katı olan ölçü birimleri kullanıldığında bunlara katlar denir.
Her önekin adı çarpan numarasına karşılık gelir:
- On yıl.
- Hekto.
- Kilo.
- Mega.
- Giga.
- Tera.
Fizik biliminde bu tür çarpanları yazmak için 10'un kuvvetleri kullanılır. Örneğin bir milyon, 10 6 olarak yazılır.
Basit bir cetvelde uzunluğun bir ölçü birimi vardır - santimetre. Bir metreden 100 kat daha azdır. 15 cm'lik bir cetvelin uzunluğu 0,15 m'dir.
Cetvel, uzunlukları ölçmek için kullanılan en basit ölçüm cihazı türüdür. Daha karmaşık cihazlar, nemi belirlemek için bir termometre - bir higrometreye - elektrik akımının yayıldığı kuvvet seviyesini ölçmek için bir ampermetre ile temsil edilir.
Ölçümler ne kadar doğru olacak?
Bir cetvel ve basit bir kalem alın. Görevimiz bu kırtasiyenin uzunluğunu ölçmek.
Öncelikle ölçüm cihazının terazisinde belirtilen bölme fiyatının ne olduğunu belirlemeniz gerekir. Ölçeğin en yakın vuruşları olan iki bölümde sayılar yazılır, örneğin “1” ve “2”.
Bu sayıların arasında kaç bölme olduğunu saymak gerekir. Doğru sayılırsa "10" olacaktır. Büyük olan sayıdan küçük olacak sayıyı çıkarıp, rakamları arasındaki bölüm olan sayıya bölelim:
(2-1)/10 = 0,1 (cm)
Böylece kırtasiyenin bölünmesini belirleyen fiyatın 0,1 cm veya 1 mm olduğunu tespit ediyoruz. Herhangi bir ölçüm cihazı kullanılarak bölünme fiyat göstergesinin nasıl belirlendiği açıkça gösterilmiştir.
Uzunluğu 10 cm'den biraz daha kısa olan bir kalemi ölçerken edinilen bilgiyi kullanacağız. Cetvel üzerinde ince bölmeler olmasaydı cismin uzunluğunun 10 cm olduğu anlaşılırdı. Bu yaklaşık değere ölçüm hatası denir. Ölçüm yaparken tolere edilebilecek yanlışlık seviyesini gösterir.
Bir kalemin uzunluğunun parametrelerini daha yüksek bir doğrulukla, daha büyük bir bölme fiyatıyla belirleyerek, daha küçük bir hata sağlayan daha yüksek ölçüm doğruluğu elde edilir.
Bu durumda kesinlikle doğru ölçümler alınamaz. Göstergelerin ise bölüm fiyatının büyüklüğünü aşmaması gerekiyor.
Ölçü hatasının, boyutları belirlemek için kullanılan cihazın kademelerinde belirtilen fiyatın ½'si olduğu tespit edilmiştir.
9,7 cm'lik bir kalemin ölçülerini aldıktan sonra hata göstergelerini belirleyeceğiz. Bu 9,65 - 9,85 cm aralığıdır.
Bu hatayı ölçen formül hesaplamadır:
bir = a ± D (a)
A - süreçleri ölçmek için bir miktar biçiminde;
a, ölçüm sonucunun değeridir;
D - mutlak hatanın belirlenmesi.
Hatalı değerleri çıkarırken veya eklerken sonuç, her biri ayrı değer olan hata göstergelerinin toplamına eşit olacaktır.
Konsepte giriş
İfade yöntemine göre düşünürsek aşağıdaki çeşitleri ayırt edebiliriz:
- Mutlak.
- Akraba.
- Verilen.
Mutlak ölçüm hatası büyük harfle “Delta” harfiyle gösterilir. Bu kavram, ölçülen fiziksel büyüklüğün ölçülen değeri ile gerçek değeri arasındaki fark olarak tanımlanmaktadır.
Mutlak ölçüm hatasının ifadesi, ölçülmesi gereken miktarın birimidir.
Kütle ölçülürken örneğin kilogram cinsinden ifade edilecektir. Bu bir ölçüm doğruluğu standardı değildir.
Doğrudan ölçüm hatası nasıl hesaplanır?
Bunları tasvir etmenin ve hesaplamanın yolları var. Bunu yapmak için, fiziksel bir miktarı gerekli doğrulukla belirleyebilmek, mutlak ölçüm hatasının ne olduğunu, hiç kimsenin onu bulamayacağını bilmek önemlidir. Sadece sınır değeri hesaplanabilir.
Bu terim geleneksel olarak kullanılsa bile kesin olarak sınır verilerini belirtir. Mutlak ve bağıl ölçüm hataları aynı harflerle gösterilir, fark yazılışlarındadır.
Uzunluğu ölçerken mutlak hata, uzunluğun hesaplandığı birimlerde ölçülecektir. Ve bağıl hata, mutlak hatanın ölçüm sonucuna oranı olduğundan boyutlar olmadan hesaplanır. Bu değer genellikle yüzde veya kesir olarak ifade edilir.
Mutlak ve bağıl ölçüm hataları, hangi fiziksel niceliğe bağlı olarak birkaç farklı hesaplama yöntemine sahiptir.
Doğrudan ölçüm kavramı
Doğrudan ölçümlerin mutlak ve bağıl hatası, cihazın doğruluk sınıfına ve tartım hatasını belirleme yeteneğine bağlıdır.
Hatanın nasıl hesaplandığından bahsetmeden önce tanımları netleştirmek gerekiyor. Doğrudan ölçüm, sonucun doğrudan cihaz ölçeğinden okunduğu bir ölçümdür.
Termometre, cetvel, voltmetre veya ampermetre kullandığımızda doğrudan terazili bir cihaz kullandığımız için daima doğrudan ölçüm yaparız.
Okumaların etkililiğini etkileyen iki faktör vardır:
- Enstrüman hatası.
- Referans sisteminin hatası.
Doğrudan ölçümler için mutlak hata limiti, cihazın gösterdiği hata ile sayma işlemi sırasında oluşan hatanın toplamına eşit olacaktır.

D = D (düz) + D (sıfır)
Tıbbi termometre örneği
Hata göstergeleri cihazın kendisinde gösterilir. Tıbbi bir termometrenin 0,1 santigrat derecelik bir hatası vardır. Sayma hatası bölme değerinin yarısı kadardır.

Noktalar. = C/2
Bölme değeri 0,1 derece ise tıbbi termometre için aşağıdaki hesaplamaları yapabilirsiniz:
D = 0,1 o C + 0,1 o C / 2 = 0,15 o C
Başka bir termometrenin terazisinin arkasında bir özellik bulunmakta ve doğru ölçüm için termometrenin arka kısmının tamamının suya batırılması gerektiği belirtilmektedir. Ölçüm doğruluğu belirtilmemiştir. Geriye kalan tek şey sayma hatasıdır.
Bu termometrenin ölçek bölümü 2 o C ise sıcaklığı 1 o C doğrulukla ölçmek mümkündür. Bunlar izin verilen mutlak ölçüm hatasının sınırları ve mutlak ölçüm hatasının hesaplanmasıdır.
Elektrikli ölçüm cihazlarında doğruluğun hesaplanması için özel bir sistem kullanılmaktadır.
Elektrikli ölçüm cihazlarının doğruluğu
Bu tür cihazların doğruluğunu belirlemek için doğruluk sınıfı adı verilen bir değer kullanılır. Bunu belirtmek için “Gama” harfi kullanılır. Mutlak ve bağıl ölçüm hatasını doğru bir şekilde belirlemek için cihazın ölçekte belirtilen doğruluk sınıfını bilmeniz gerekir.
Örneğin bir ampermetreyi ele alalım. Ölçeği, 0,5 sayısını gösteren doğruluk sınıfını gösterir. Doğru ve alternatif akımda ölçümler için uygundur ve elektromanyetik sistem cihazlarına aittir.
Bu oldukça doğru bir cihazdır. Okul voltmetresi ile karşılaştırırsanız doğruluk sınıfının 4 olduğunu görebilirsiniz. Daha ileri hesaplamalar için bu değeri bilmeniz gerekir.
Bilginin uygulanması
Böylece, D c = c (max) X γ /100
Bu formülü belirli örnekler için kullanacağız. Bir voltmetre kullanalım ve akünün sağladığı voltajı ölçerken hatayı bulalım.
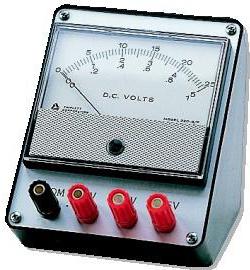
Pili doğrudan voltmetreye bağlayalım, önce iğnenin sıfırda olup olmadığını kontrol edelim. Cihazı bağlarken iğne 4,2 bölüm saptı. Bu durum şu şekilde karakterize edilebilir:
- Bu madde için maksimum U değerinin 6 olduğu görülmektedir.
- Doğruluk sınıfı -(γ) = 4.
- U(o) = 4,2 V.
- C=0,2V
Bu formül verileri kullanılarak mutlak ve bağıl ölçüm hatası şu şekilde hesaplanır:
D U = DU (örn.) + C/2
D U (örn.) = U (maks.) X γ /100
D U (örn.) = 6 V X 4/100 = 0,24 V
Bu cihazın hatasıdır.
Bu durumda mutlak ölçüm hatasının hesaplanması şu şekilde yapılacaktır:
D U = 0,24 V + 0,1 V = 0,34 V
Yukarıda tartışılan formülü kullanarak mutlak ölçüm hatasını nasıl hesaplayacağınızı kolayca öğrenebilirsiniz.
Yuvarlama hatalarının bir kuralı vardır. Mutlak ve bağıl hata limitleri arasındaki ortalamayı bulmanızı sağlar.
Tartım hatasını belirlemeyi öğrenme
Bu doğrudan ölçümlere bir örnektir. Tartımın özel bir yeri vardır. Sonuçta kaldıraçlı terazilerin terazisi yoktur. Böyle bir işlemin hatasını nasıl belirleyeceğimizi öğrenelim. Kütle ölçümünün doğruluğu, ağırlıkların doğruluğundan ve terazilerin mükemmelliğinden etkilenir.

Terazinin sağ kefesine yerleştirilmesi gereken bir dizi ağırlığa sahip kaldıraçlı teraziler kullanıyoruz. Tartmak için bir cetvel alın.
Deneye başlamadan önce teraziyi dengelemeniz gerekir. Cetveli sol kasenin üzerine yerleştirin.
Kütle, kurulu ağırlıkların toplamına eşit olacaktır. Bu miktarın ölçülmesindeki hatayı belirleyelim.

D m = D m (ölçekler) + D m (ağırlıklar)
Kütle ölçümünde hata, terazi ve ağırlıklarla ilgili iki terimden oluşur. Bu değerlerin her birinin bulunabilmesi için terazi ve ağırlık üreten fabrikalar, ürünlere doğruluğunun hesaplanmasını sağlayan özel belgeler sağlar.
Tabloları kullanma
Standart bir tablo kullanalım. Terazinin hatası teraziye konulan kütleye bağlıdır. Ne kadar büyük olursa, buna bağlı olarak hata da o kadar büyük olur.
Çok hafif bir gövde koysanız bile hata olacaktır. Bunun nedeni eksenlerde meydana gelen sürtünme sürecinden kaynaklanmaktadır.
İkinci tablo bir dizi ağırlık içindir. Her birinin kendi kütlesel hatasının olduğunu gösterir. 10 gramın 1 mg'lık bir hatası vardır, bu da 20 gramla aynıdır. Tablodan alınan bu ağırlıkların her birinin hatalarının toplamını hesaplayalım.

Kütle ve kütle hatasını alt alta iki satır halinde yazmak uygundur. Ağırlıklar ne kadar küçük olursa ölçüm o kadar doğru olur.
Sonuçlar
İncelenen materyal sırasında mutlak hatayı belirlemenin imkansız olduğu tespit edildi. Yalnızca sınır göstergelerini ayarlayabilirsiniz. Bunu yapmak için hesaplamalarda yukarıda açıklanan formülleri kullanın. Bu materyal, 8-9. Sınıflardaki öğrenciler için okulda çalışmak üzere önerilmektedir. Kazanılan bilgilere dayanarak mutlak ve göreceli hataları belirlemeye yönelik problemleri çözebilirsiniz.
1. Ölçme yöntemleri.
2. Ölçüm hataları.
3. Yöntem ve ölçüm araçlarının seçimi.
4. Ölçümlerin seçimi.
1. Ölçüm yöntemleri . Fiziksel bir miktarın ölçümü, her bir durumda seçimi ölçülen miktarın niteliğine, ölçüm koşullarına, cihaza ve çalışma prensibine bağlı olan çeşitli yöntemlerle (yöntemlerle) gerçekleştirilebilir. gerekli doğruluk olarak.
Ölçülen değerin sayısal değerini elde etme yöntemine göre ölçüm yöntemleri 3 türe ayrılır:
2. Dolaylı
3. Toplama
Ölçülerin kullanım doğası bakımından farklılık gösterirler.
Uygulamada sürekli karşılaşılan en önemli doğrudan ölçüm yöntemleri şunlardır:
1. Doğrudan değerlendirme yöntemi.
2. Dört çeşitten oluşan karşılaştırma yöntemi:
a) sıfır yöntemi;
b) diferansiyel yöntem;
c) ikame yöntemi;
d) tesadüf yöntemi.
Doğrudan değerlendirme yönteminin özüÖlçülen miktarın değerinin, ölçülen miktarın birimlerinde veya ölçümün bağlı olduğu diğer büyüklüklerin birimlerinde önceden kalibre edilmiş bir veya daha fazla doğrudan dönüştürme cihazının okumalarıyla değerlendirilmesi gerçeğinden oluşur. Teknik uygulamada en yaygın olanlardan biridir (basitliğinden dolayı) ve tipik bir örnek, elektriksel büyüklüklerin işaretçi aletlerle ölçülmesidir. Bu yöntemin doğruluğu genellikle ölçüm cihazlarının doğruluğu ile sınırlıdır. Bu yöntemin ayırt edici özelliği, ölçümün ölçüm sürecine doğrudan katılmamasıdır.
Karşılaştırma yönteminin özü bu yöntemleri kullanırken, ölçüm sürecinde ölçülen değerin, ölçüm tarafından üretilen değerle karşılaştırılmasıdır.
Dolayısıyla karşılaştırma yöntemlerinin ayırt edici özelliği, ölçümün ölçüm sürecine doğrudan katılımıdır. Ölçülerin kullanım doğası bakımından farklılık gösterirler.
A) Sıfır yöntemiölçülen büyüklüğün ve referans ölçümün karşılaştırma cihazı (sıfır göstergesi) üzerindeki etkisinin ortaya çıkan etkisinin sıfıra getirildiği bir yöntemdir. Elektrik mühendisliğinde sıfır noktası yöntemlerinin kullanımına örnek olarak köprü ve kompanzasyon devreleri verilebilir. Sıfır yöntemleri, doğrudan değerlendirme yöntemlerinden çok daha karmaşıktır ve çok daha fazla zaman gerektirir, ancak doğrulukları kıyaslanamayacak kadar yüksektir (%0,02 ve daha yüksek).
Boş yöntemler esas olarak doğrudan değerlendirme için kullanılan araçları test ederken kullanılır.
B) Diferansiyel yöntem ölçülen büyüklük ile standart ölçü arasındaki farkın veya ürettikleri etkilerdeki farkın doğrudan ölçü aletleriyle değerlendirildiği yöntemdir.
Aiz-A=a
Аiz – ölçülen değer; A – enstrüman okuması; a hatadır.
A'yı bilen ve a'yı ölçen kişi Aiz'i bulabilir. Bu yöntemin doğruluğu daha yüksektir, ölçülen fark ne kadar küçükse ve ölçülen doğruluk da o kadar yüksek olur (Aiz ile A arasındaki fark %1 ise ve %1 doğrulukla ölçülürse ölçüm doğruluğu şu şekilde olacaktır: %0,01).
Hassas laboratuvar ölçümleri için diferansiyel yöntemler kullanılır (referans dirençlerinin doğrulanması, alet transformatörlerinin doğrulanması, vb.).
B) İkame yöntemi . Bu yöntem, ölçüm işlemi sırasında, ölçüm kurulumunda ölçülen Aiz değerinin, bilinen bir A değeri ile değiştirilmesi ve A değerinin ölçülmesiyle ölçüm kurulumunun önceki durumuna, yani aynı duruma getirilmesinden oluşur. Aiz değerinin hareketi ile cihaz okumaları elde edilir. Bu koşullar altında Ais =.
D) Tesadüf yöntemi . Bu yöntem, ölçek işaretlerinin veya periyodik sinyallerin tesadüflerini kullanarak istenen değer ile referans ölçü arasındaki farkın ölçülmesinden oluşur. Bu yöntemin özü, bir inç boyutunun belirlenmesi örneği kullanılarak açıklanabilir.
1 inç=127/5=254/10=25,4 mm
Ölçüm hataları.
Ölçüm yapılırken çeşitli nedenlerden dolayı deney sonucunda elde edilen ölçülen değerin sayısal değeri aşağı yukarı yaklaşıktır.
Ölçüm sonuçlarının, ölçülen büyüklüğün gerçek değerinden sapmasına denir. Ölçüm hatası.
Doğru (doğru) değer Değişken büyüklük, ölçüm hatalarından arınmış değeridir.
Gerçek değer – kabul edilebilir bir hata (hata) ile yapılan ölçüm sonucunda elde edilen değerdir.
Ölçüm hataları bir dizi kritere göre sınıflandırılabilir:
1. Sayısal ifade yöntemiyleÖlçüm hataları ikiye ayrılır:
A) Mutlak ve b ) akraba.
Mutlak hata Ölçülen büyüklüğün ölçülen değeri ile gerçek değeri arasındaki farka denir.
∆ A=Aiz-Aq
Bir referans cihazın okumaları, ölçülen miktarın gerçek değerleri olarak alınır.
Mutlak hata, ölçülen değerin birimi cinsinden ölçülür.
Mutlak hatanın karşılıklı değerine düzeltme denir.
σ =-ΔA
Göreceli hata Mutlak hatanın ölçülen büyüklüğün gerçek değerine oranına denir.
β = ΔA/AD= Aiz – Cehennem/Cehennem; veya β = ΔA/Ad·100%.
2. Değişimin doğası gereği Ölçüm hataları ikiye ayrılır:
a) sistematik;
B) rastgele;
C) büyük hatalar (özlüyorlar).
Sistematik Belirli bir yasaya uyan veya içinde kalan hatalara denir.
Ölçüm süreci sabittir. Bunlar, ölçümün yanlış uygulanmasından, ölçüm cihazının yanlış kalibrasyonundan ve ortam sıcaklığının ölçümler ve ölçüm cihazları üzerindeki etkisinden kaynaklanan hataları içerir.
Aşağıdaki sistematik hata türleri ayırt edilir:
1. Enstrümantal.
2. Cihaz kurulum hataları.
3. Kişisel hatalar (öznel).
4. Yöntemin (veya teorik) hataları.
Zaman içindeki değişikliklere bağlı olarak sistematik hatalar ikiye ayrılır: a) kalıcı; b) ilerici; c) periyodik.
Sistematik hataları hesaba katmak ve ortadan kaldırmak için, muhtemelen belirli hata türlerinin varlığı ve bunların ortaya çıkma nedenleri hakkında eksiksiz verilere sahip olmak gerekir.
Sistematik hatalar, hata kaynaklarının ortadan kaldırılması veya hataların ön çalışmasına dayalı düzeltmelerin getirilmesi, ölçümlerde kullanılan ölçülerin ve araçların kontrol edilmesi, alet okumalarının dış koşullara bağımlılığını ifade eden düzeltme formülleri ve eğrilerin tanıtılmasıyla ortadan kaldırılabilir veya önemli ölçüde azaltılabilir.
Rastgele Değişimi herhangi bir kalıba uymayan hatalara denir. İstenilen miktarın tekrarlanan ölçümleri sırasında, tekrarlanan ölçümler eşit derecede dikkatli ve görünüşe göre aynı koşullar altında yapıldığında keşfedilirler.
Rastgele hatalar deneysel olarak göz ardı edilemez, ancak bunların ölçüm sonucu üzerindeki etkisi, ölçüm sonuçları işlenirken olasılık teorisi ve matematiksel istatistik yöntemleri kullanılarak teorik olarak dikkate alınabilir.
Büyük hatalar - bunlar, belirli koşullar altında beklenenleri önemli ölçüde aşan hatalardır. Büyük hatalara bir örnek, ölçüm cihazlarının yanlış okunması olabilir. Brüt ölçüm hataları tekrarlanan ölçümlerle ortaya çıkar ve güvenilir olarak göz ardı edilmelidir.
Ölçme cihazlarının doğruluğunu arttırmaya yönelik genel yöntemler.
Daha doğru ölçüm cihazları yaratma çabası içinde, ölçüm teknolojisi, doğruluğu elde etmek için dört gruba ayrılabilecek bir dizi genel yöntem geliştirmiştir:
1. Ölçü aletlerinin en önemli parametrelerinin teknolojik imkanlarla stabilizasyonu, yani en sağlam parçaları, malzemeleri ve uygun üretim teknolojisini kullanarak.
2. Hızla değişen etkileyici büyüklüklere karşı pasif koruma yöntemi, yani, filtreleme, sönümleme, ısı yalıtımı vb. kullanarak ölçüm cihazlarının rastgele hatalarını azaltmak.
3. Yavaş yavaş değişen etkileyici miktarlara karşı bu miktarları stabilize ederek aktif koruma yöntemleri.
4. Sistematik ve aşamalı hataların düzeltilmesine ve rastgele hataların statik olarak işlenmesine yönelik yöntemler.
Artan ölçüm doğruluğu genellikle daha karmaşık ekipmanlarla ve artan zamanla ilişkilendirilir.
(yüksek tekrarlanabilirlik) ölçümler. Ve bu her zaman haklı değildir. Genel nihai sonucun sayısal değeri üzerinde çok az etkisi olan miktarların ölçümünde özellikle hassas olmanın uygun olmadığı da açıktır.
Bu nedenle, örneğin, y = x12*x2β*x3γ değerini belirlemek için x1, x2 ve x3 değerlerini ölçerken, α = 1, β = 2 üssü varsa, x1 ölçümünde özel bir doğruluk elde edilmesi pek tavsiye edilmez, γ = 3.
Gerekli doğruluk, ölçümlerin görevlerine ve koşullarına uygun olmalıdır.
Yöntem ve ölçüm cihazlarının seçimi.
Bir ölçüm yöntemi seçerken, ölçüm sonuçlarının gerekli doğruluğuna rehberlik etmelisiniz.
Elde edilen sonuçların doğruluğuna bağlı olarak üç gruba ayrılabilir:
1. Ölçüm sonucu, mevcut ölçüm teknolojisi seviyesi göz önüne alındığında mümkün olan en yüksek doğruluğa sahip olmalıdır.
Bu tür ölçümlere denir Doğru (hassas).Örneğin, fiziksel sabitlerin ölçümleri, standart ölçümler, bireysel cihazların en doğru şekilde çalışmasıyla ilgili bazı özel ölçümler.
2. Sonucunun hatası belirli bir değeri aşmaması gereken ölçümler.
Bu tür ölçümlere denir Yüzeysel. Kalibrasyon kontrol ve ölçüm laboratuvarlarında bu tür ölçüm cihazları kullanılarak ve bu tür bir metodolojiye göre, sonucun hatasının önceden belirlenmiş belirli bir değeri aşmamasını garanti etmek için gerçekleştirilir.
3. Sonucun hatasının ölçüm cihazlarının özelliklerine göre belirlendiği ölçümler.
Bu tür ölçümlere Teknik denir.
Bunlar, çeşitli işlem ve araştırma türleri sırasında gerçekleştirilen laboratuvar ölçümlerini ve çeşitli nesne ve cihazların gerekli çalışma modunu sağlamak için gerçekleştirilen araştırma ve üretim, kabul ve operasyonel ölçümleri içerir.
Ölçüm cihazları bir dizi göstergeye göre seçilir: akım türü, frekans, ölçülen değerin aralığı, doğruluk, giriş parametreleri, dış faktörlerin etki derecesi.
1. İncelenen devrenin akım tipi, çalışma prensibini ve bunun için seçilen ölçüm cihazının sistemini belirler.(Doğru akımda U, I, R - ME, R-ED, I, U, P, cosγ'nun bir voltmetre ile hassas ölçümü - ortalama D., ortalama ölçümler, iletilen akımdaki etkin akım ve voltaj değerleri ses devreleri ve yüksek frekanslar kullanılır - doğrultucu, termoelektrik, elektronik ve elektrostatik cihazlar. Değişken büyüklüklerin anlık değerleri osselograflar kullanılarak ölçülür.
2. Ölçüm cihazının veya ölçümün nominal frekansı veya frekans aralığı, incelenen devrenin akımının frekansına karşılık gelmelidir.
İncelenen devrenin frekansı, cihazın veya ölçümün nominal frekansından ne kadar farklı olursa, ölçüm hatası da o kadar büyük olur.
3. Bir alet veya önlemin nominal sınırları, ölçülen değerin üst sınırını %25'ten fazla aşmamalıdır.
Ne kadar farklı olursa, ölçüm sonuçları o kadar az doğru olur. Belirli bir doğruluk sınıfı için, ölçülen değer ne kadar küçükse, bir cihazın veya ölçümün izin verilen bağıl hatası da o kadar büyüktür.
4. Seçilen ölçüm cihazının veya ölçümün doğruluk sınıfları, izin verilen temel hataların, ölçüm verilerinin izin verilen hatalarından 3 kat daha az olmasını sağlayacak şekilde olmalıdır,çünkü bu koşullar altında mümkün olan maksimum ölçüm hatası aşılamaz
Bir dizi ölçümün kök ortalama kare hatasının üç katı.
5. Ölçüm cihazının bağlantı devresine bağlı olarak giriş direnci muhtemelen daha yüksek veya daha düşük olmalıdır.
Ölçümler ne kadar doğru olursa, paralel bağlanan ölçüm cihazlarının giriş dirençleri o kadar büyük olmalı ve incelenen devreye seri olarak bağlanan cihazlar için giriş dirençleri o kadar küçük olmalıdır.
6. Doğru ölçüm cihazını seçerken cihazın spesifik ölçüm koşullarını ve teknik özelliklerini dikkate almalısınız.
Ölçüm türleri.
Ölçüm işlemi, ölçülen büyüklüğün türüne ve ölçüm tekniklerine bağlı olarak farklı şekillerde gerçekleştirilebilmektedir.
Sonuç elde etme yöntemiyle Aşağıdaki ölçüm türleri ayırt edilir:
1. Doğrudan ölçümler.
2. Dolaylı ölçümler.
3. Toplu ölçümler.
Doğrudan ölçümlere doğru Bunlar, sonuçları doğrudan deneysel ölçüm verilerinden elde edilen ölçümleri içerir.
Doğrudan ölçüm koşullu olarak Y=X formülüyle ifade edilebilir; burada
Y – ölçülen miktarın istenen değeri;
X – doğrudan deneysel verilerden elde edilen değer.
Bu ölçüm türü, belirlenmiş birimlerde (akım - ampermetre ile, sıcaklık - termometre ile) kalibre edilmiş cihazlar kullanılarak çeşitli fiziksel büyüklüklerin ölçümlerini içerir. Bu ölçüm türü aynı zamanda bir büyüklüğün istenen değerinin ölçüyle doğrudan karşılaştırılmasıyla belirlendiği ölçümleri de içerir.
Dolaylı Bir büyüklüğün istenen değerinin, bu büyüklük ile doğrudan ölçüme tabi tutulan büyüklükler arasındaki bilinen ilişkiye dayanarak bulunduğu ölçümdür. Dolaylı ölçümlerde ölçülen büyüklüğün sayısal değeri bir formül kullanılarak hesaplanarak belirlenir.
e = F (X1 , X2 , … , Xn),
burada y, ölçülen miktarın istenen değeridir;
x1, x2, …, xn – ölçülen büyüklüklerin değerleri (R = U/I, P = U*I – DC devrelerinde).
Kümülatif Bunlara, aranan büyüklüklerin değerlerini doğrudan ölçülen büyüklüklere bağlayan bir denklem sisteminin çözülmesiyle, yani bir denklem sisteminin çözülmesiyle, niceliklerin istenen değerlerinin belirlendiği ölçümler denir.
Bu tür ölçümün bir örneği, direnç sıcaklık katsayılarının belirlenmesidir:
Rt = R20
Burada Rt ve t doğrudan ölçümle ölçülür ve α, β ve R 20 – gerekli miktarlar.
Bobinin termal rejimini değiştirerek ve belirli sayıda t1 sıcaklığında Rt'yi ölçerek; t2 ve t3, ortak çözümü gerekli miktarların sayısal değerlerini belirlememizi sağlayan bir denklem sistemi elde ederiz.
Ölçüm hataları
Ölçüm hatası- bir büyüklüğün ölçülen değerinin gerçek değerinden sapmasının değerlendirilmesi. Ölçüm hatası, ölçüm doğruluğunun bir özelliğidir (ölçüsüdür).
- Azaltılmış hata- Ölçme cihazının mutlak hatasının, ölçüm aralığının tamamında veya aralığın bir kısmında sabit olan bir büyüklüğün geleneksel olarak kabul edilen değerine oranı olarak ifade edilen bağıl hata. Formülle hesaplanır
Nerede X N- ölçüm cihazının ölçeğinin tipine bağlı olan ve kalibrasyonu ile belirlenen normalleştirme değeri:
Alet skalası tek taraflı ise; alt ölçüm sınırı sıfırdır, bu durumda X Nölçümün üst sınırına eşit olarak belirlenir;
- eğer alet skalası çift taraflı ise, normalleştirme değeri aletin ölçüm aralığının genişliğine eşittir.
Verilen hata boyutsuz bir miktardır (yüzde olarak ölçülebilir).
Yaşananlardan dolayı
- Enstrümantal/enstrümantal hatalar- Kullanılan ölçüm cihazlarının hatalarından kaynaklanan ve çalışma prensibindeki kusurlardan, terazi kalibrasyonunun yanlışlığından ve cihazın görünürlüğünden kaynaklanan hatalar.
- Metodolojik hatalar- yöntemin kusurundan kaynaklanan hatalar ve ayrıca metodolojinin altında yatan basitleştirmeler.
- Öznel / operatör / kişisel hatalar- operatörün dikkat derecesi, konsantrasyonu, hazırlıklılığı ve diğer niteliklerinden kaynaklanan hatalar.
Teknolojide, aletler yalnızca önceden belirlenmiş belirli bir doğrulukla ölçüm yapmak için kullanılır; bu, belirli bir cihaz için normal çalışma koşulları altında normalin izin verdiği ana hatadır.
Cihaz normalin dışındaki koşullar altında çalışıyorsa, cihazın genel hatasını artıran ek bir hata meydana gelir. Ek hatalar şunları içerir: ortam sıcaklığının normalden sapmasından kaynaklanan sıcaklık, cihazın konumunun normal çalışma konumundan sapmasından kaynaklanan kurulum vb. Normal ortam sıcaklığı 20°C, normal atmosfer basıncı ise 01,325 kPa'dır.
Ölçüm cihazlarının genelleştirilmiş bir özelliği, izin verilen maksimum ana ve ek hataların yanı sıra ölçüm cihazlarının doğruluğunu etkileyen diğer parametrelerle belirlenen doğruluk sınıfıdır; parametrelerin anlamı belirli ölçüm cihazı türleri için standartlarla belirlenir. Ölçüm cihazlarının doğruluk sınıfı, onların hassaslık özelliklerini karakterize eder, ancak doğruluk aynı zamanda ölçüm yöntemine ve bunların uygulanmasına ilişkin koşullara da bağlı olduğundan, bu cihazlar kullanılarak gerçekleştirilen ölçümlerin doğruluğunun doğrudan bir göstergesi değildir. İzin verilen temel hatanın sınırları, verilen temel (göreceli) hatalar biçiminde belirtilen ölçüm cihazlarına, aşağıdaki sayılardan seçilen doğruluk sınıfları atanır: (1; 1,5; 2,0; 2,5; 3,0; 4,0) 5,0; 6,0)*10n, burada n = 1; 0; -1; -2 vb.
Tezahürün doğası gereği
- Rastgele hata- ölçümden ölçüme değişen (büyüklük ve işaret bakımından) hata. Rastgele hatalar, aletlerin kusurlu olması (mekanik cihazlarda sürtünme, vb.), kentsel koşullarda titreme, ölçüm nesnesinin kusurlu olması (örneğin, tamamen yuvarlak olmayan ince bir telin çapını ölçerken) ile ilişkilendirilebilir. üretim sürecindeki kusurların bir sonucu olarak kesit ), ölçülen miktarın özelliklerine sahip (örneğin, bir Geiger sayacından dakikada geçen temel parçacıkların sayısını ölçerken).
- Sistematik hata- belirli bir yasaya göre zamanla değişen bir hata (özel durum, zaman içinde değişmeyen sabit bir hatadır). Sistematik hatalar, deneyci tarafından dikkate alınmayan cihaz hatalarıyla (yanlış ölçek, kalibrasyon vb.) ilişkili olabilir.
- Aşamalı (sürüklenme) hatası- zamanla yavaşça değişen, öngörülemeyen bir hata. Durağan olmayan rastgele bir süreçtir.
- Brüt hata (özledim)- deneycinin dikkatsizliğinden veya ekipmanın arızalanmasından kaynaklanan bir hata (örneğin, deneycinin alet ölçeğindeki bölüm sayısını yanlış okuması, elektrik devresinde bir kısa devre oluşması durumunda).
Ölçüm yöntemine göre
- Doğrudan ölçüm hatası
- Dolaylı ölçüm hatası- hesaplanan (doğrudan ölçülmeyen) miktarın hatası:
Eğer F = F(X 1 ,X 2 ...X N) , Nerede X Ben- Δ hatasıyla doğrudan ölçülen bağımsız büyüklükler X Ben, Daha sonra:

Ayrıca bakınız
- Fiziksel büyüklüklerin ölçümü
- Radyo kanalı aracılığıyla sayaçlardan otomatik veri toplama sistemi
Edebiyat
- Nazarov N. G. Metroloji. Temel kavramlar ve matematiksel modeller. M.: Yüksekokul, 2002. 348 s.
- Fizik laboratuvar dersleri. Ders Kitabı/Goldin L.L., Igoshin F.F., Kozel S.M. ve diğerleri; tarafından düzenlendi Goldina L.L. - M .: Bilim. Fiziksel ve matematiksel literatürün ana yazı işleri ofisi, 1983. - 704 s.
Wikimedia Vakfı.
2010.
Diğer sözlüklerde “Ölçüm hataları”nın neler olduğuna bakın:
Modern ansiklopediÖlçüm hataları - (ölçüm hataları), ölçüm sonuçları ile ölçülen değerin gerçek değeri arasındaki fark (mutlak ölçüm hatası). Bağıl ölçüm hatası, mutlak ölçüm hatasının gerçek değere oranıdır...
Resimli Ansiklopedik Sözlük - (ölçüm hataları) ölçüm sonuçlarının ölçülen miktarın gerçek değerlerinden sapması. Sistematik ölçüm hataları, esas olarak ölçüm cihazlarındaki hatalardan ve ölçüm yöntemlerinin kusurlu olmasından, rastgele... ...
- (ölçüm hataları), ölçüm sonuçlarının ölçülen büyüklüklerin gerçek değerlerinden sapmaları. Sistematik ve rastgele oyun P. ve. (son P. ve. türüne genellikle özlüyor denir). Sistematik P. ve. dolayı... Fiziksel ansiklopedi
- (ölçüm hataları), ölçüm sonuçlarının ölçülen değerin gerçek değerlerinden sapması. Sistematik ölçüm hataları, esas olarak ölçüm cihazlarındaki hatalardan ve ölçüm yöntemlerinin kusurlu olmasından, rastgele ... ... Ansiklopedik Sözlük
ölçüm hataları- Ölçüm hatalarını görün (ölçüm hataları) ... Ansiklopedik Metalurji Sözlüğü
Ölçüm hataları, ölçüm sonuçlarının ölçülen büyüklüklerin gerçek değerlerinden sapmaları. Sistematik, rastgele ve kaba P. ve. (ikinci tip P. ve.'ye genellikle özlüyor denir). Sistematik P. ve. ana sebepten dolayı... Büyük Sovyet Ansiklopedisi